Automotive Spot Welding
Spot welding, also known as resistance spot welding, is a type of resistance welding. It is mainly used to join two or more metal sheets by applying pressure and heat from an electric current to the weld area. Spot welding is extensively used in the automotive industry to create strong and aesthetically pleasing welds.
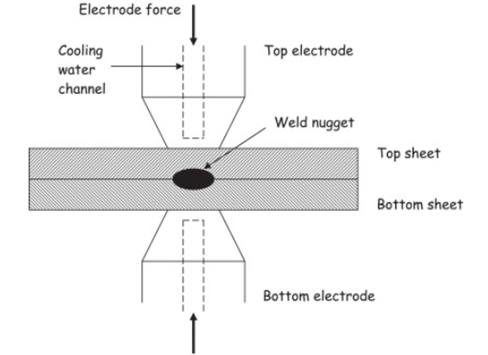
RSW is achieved through a localized heating effect caused by an electrical current encountering resistance during its flow. When a current of up to 100,000 amps at a voltage of about 10 volts is passed through two highly conductive electrodes in contact with a pair of lower conducting plates, heat is generated between the plates, causing local melting. This welding process is enhanced by applying pressure directly to the current line. In the automotive industry, RSW is the predominant joining operation used for Body in White (BIW), with 1,500 to 3,000 spot welds per vehicle, typically performed by industrial robots.
What are the most commonly used welding methods for automotive assembly?
The most commonly used welding methods for automotive assembly include a variety of techniques, each suited to specific applications and materials. Resistance spot and seam welding are widely used for joining sheet metal components. Resistance Metal Inert Gas (MIG) welding is popular for its efficiency and strong welds. Tungsten inert gas (GTAW) welding, also referred to as Gas Tungsten Arc Welding (TIG), provides high precision and quality. Laser beam welding (LBW) offers deep penetration and high-speed welding, making it ideal for advanced manufacturing processes.
Friction welding (FW) is used for joining dissimilar metals. Plasma arc welding (PAW) is utilized for its ability to produce high-quality welds with precision. Stick welding, or Shielded Metal Arc Welding (SMAW), is a versatile and straightforward method. Flux-cored Arc Welding (FCAW) is another commonly used technique, particularly for its efficiency in welding thicker materials. Each of these methods plays a crucial role in automotive assembly. Contributing to the strength, durability, and performance of the vehicles.
Why resistance spot welding is used in the automobile industry?
Resistance spot welding (RSW) is the principal joining method used for low-carbon steel automotive body in white construction. Spot welding is a quicker process compared to other welding methods and enhances the strength of the workpieces. This makes it a great choice for projects that need both efficiency and durability.
Metal alloys with higher carbon content tend to form hard welds that are brittle and could crack. The welding practice for RSW uncoated sheet metal is well established. A typical steel body-in-white (BIW) contains 2000–5000 resistance spot welds. The reason for RSW’s widespread use is because RSW operations are done by robots. As a result, they are low cost, fast operation, and robustness to part dimensional variations.
How does a spot welding robot work?
A resistance spot welder is designed to deliver a low voltage, high current electrical pulse.
The weld electrodes are made of copper because Cooper has a low resistance to current flow, which
allows it to conduct electricity with ease. On the other hand, most of the metal parts used in cars are very poor conductors of electricity and resist the weld current.
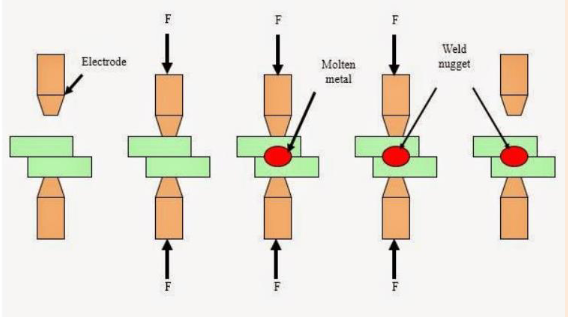
The friction created by the current, forcing its way through the steel, heats the weld area past the melting point of the steel being welded together. The squeezed pressure from the weld electrodes compresses the molten area and fuses the two metal surfaces into one solid nugget. The squeezed pressure is maintained even after the weld current is shut off until the weld cools call. The hold time is the time that the welder remains applying pressure on the weld nugget after the current is shut off.
What are the key design criteria for quality spot welding?
For quality spot welding, several key design criteria must be considered. The size of the spot weld is crucial as it determines the strength and integrity of the weld. Thus ensuring the materials are securely joined and can withstand the required loads. Accessibility is important since the welding equipment must reach the weld spots to perform the weld effectively; poor accessibility can lead to weak or incomplete welds.
Accurate positioning of the weld spots is essential for even load distribution and structural integrity. As incorrect positioning can create stress concentrations and potential failure points. The materials being welded and their thicknesses significantly impact the welding process, requiring specific parameters and techniques for a strong and durable weld. Additionally, the number of weld spots needed depends on the desired strength of the joint. With more spots often necessary for high-stress applications. By considering these design criteria, high-quality spot welds that provide the required strength and durability can be achieved.
How do you prepare for spot welding?
First, wipe down the metal with Low VOC PRE or acetone, this will remove any oils or grease on the
surface. The next step is to remove any oxides on the surface of the metal. To do this use stainless steel wool or a stainless wire brush on the area to be welded
What is the thickness ratio for spot welding?
While spot welding it is also important to not exceed the 3:1 weld ratio. This ratio states that you should never try to weld materials whose ratio is greater than 3:1. This ensures that the two materials properly fuse.
What is BIW welding?
BIW welding is the manufacturing process in the automotive assembly line where the vehicle frame is welded together. This usually occurs in what is called the body shop of the assembly plant. Fusion welding is a welding process that uses heat to join/fuse two or more metals/metal alloys of similar compositions. Most often, fusion welding does not require any pressure to be applied. An exception is resistance welding, where substantial contact pressure is essential during the welding processes. The vast majority of this welding is automated using robots. Some of the advantages of robotic spot welding are:
- accuracy: high repeatability and a point accuracy of 1 mm
- speed: Robots should weld at a speed of 1.5 s per spot.

Why are multiple materials used in vehicle construction?
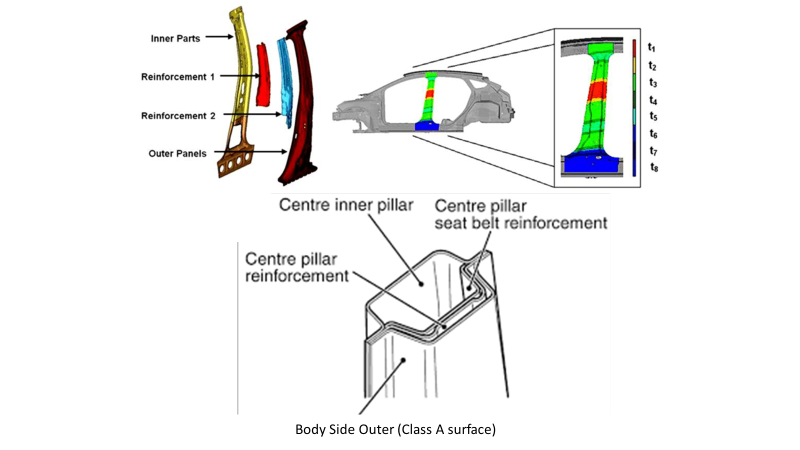
In recent years automakers have begun experimenting with multi-material vehicle bodies to enable significant weight savings. The only downside to this is once more materials are introduced into the vehicle body the joining methods of these materials become more complicated. Unlike an all-steel BIW which relies primarily on RSW, the assembly of multi-material BIW will rely on a combination of joining techniques. The suitability and efficiency of the joining methods will vary on a joint-by-joint basis in a multi-material BIW.

Can you weld different types of steel together?
The difference in the chemical makeup (most notably the carbon content) of high and low-carbon sheets of steel has a big impact on weldability. Steels that have low carbon content have good weldability. While steels that have a higher carbon content, tend to harden around the heat-affected zone or experience cold cracking.
Thus, if you were to weld two parts one with high carbon content and another with low carbon you would run into difficulty. This is a result of the weld response each material has to the welding process. While it is still possible to weld steels with varying carbon content, the margin of error is very high. As a result, the long-term reliability of the weld is usually not good.
Can you weld steel to aluminum?
The material combination is also essential since the joint performance and defects depend on whether the two materials being joined are metallurgically or chemically compatible. Materials with dissimilar melting points cannot be welded using conventional welding techniques, such as RSW. For example, when steel is fusion-welded to aluminum, a brittle intermetallic compound (IMC) such as FeAl2, Fe2Al5, and FeAl3, is formed at the interface. If the IMC layer exceeds 1.5 μm the resulting weld will be very weak. As a result, this will cause low joint strength, especially in cross-tensile loading between these two materials.
There are other methods to weld dissimilar metals such as bimetallic transition inserts and explosion welding. However, neither of these two methods of welding dissimilar materials works well in the automotive industry.
How do you join aluminum to steel?
Currently, the easiest way for automakers to join dissimilar metals is with mechanical fasteners. The most common mechanical fasteners used in the industry are thread fastening, self-piercing rivets (SPR), clinching, and flow-drill screwing (FDS). Each of these joining techniques has its advantages and disadvantages.
Disadvantages of using mechanical fasteners to weld dissimilar materials
Automakers are concerned about the extra costs of using mechanical fasteners to weld dissimilar materials. The biggest contributors to this cost increase are the piece cost due to all the added hardware, the manpower required for additional operators, and the re-tooling cost. Of these, the re-tooling cost is the most significant. Since these mechanical fasteners require huge modifications to the existing RSW-based BIW assembly lines.
Global OEMs usually produce more than one vehicle on each assembly line, thus re-tooling or adding new tools for just one vehicle is extremely costly and risky. To minimize investment costs, OEMs prefer to keep their equipment for as long as possible before changing or replacing it. To avoid this tooling cost, automakers will often outsource designs that require mechanical fasteners to suppliers to pre-assemble offsite. Thus, minimizing the work that must be done on the assembly line by the operator.
To minimize investment costs, OEMs prefer to keep their equipment for as long as possible before changing or replacing it. To avoid this tooling cost, automakers will often outsource designs that require mechanical fasteners to suppliers to pre-assemble offsite. Thus, minimizing the work that must be done on the assembly line by the operator.
Welt stack-up requirments for welding different materials
The material thicknesses of interfacing parts are also important when designing a multi-material BIW. If a load is applied to an assembly consisting of two different materials of the same thickness, but vastly different modulus of elasticity, the interface between the two materials will experience high stress concentration. For example, when a steel member is joined to an aluminum member and is subjected to an axial tensile load, both members have the same thickness.
The fact that there is nearly a 3 to 1 modulus difference between steel and aluminum will cause stress concentrations and stress discontinuities at the interface. These high-stress concentrations can provoke early failure at the joint. To mitigate this problem, it may be necessary to consider the thickness changes of the two materials so that they have similar stiffness values.
What is the coefficient of thermal expansion mismatch?
As the automotive industry transitions from a steel vehicle frame to a multi-material BIW, joining considerations between these mating materials becomes critical. Large differences in the coefficients of thermal expansion or contraction can induce thermal and internal stresses which can cause distortion when there are significant temperature changes. This is important because automakers must design vehicles to operate effectively in the blazing sun in Arizona as well as the freezing winters of Alaska. Failing to consider this can lead to a buildup of thermal stresses leading to part or surface distortion.
How do you weld steel to aluminum to enable lightweight vehicle structure design?
Two new joining techniques have been developed to enable automakers to weld steel to aluminum. Both techniques are similar and are a hybrid joining method, which incorporates the use of both mechanical fasteners and welding. The first new joining technique is called resistance rivet spot welding (RRSW) the second is called element arc spot welding (EASW).
Resistance Rivet Spot Welding
RRSW uses a steel rivet as a medium to make steel and aluminum weldable. First, a new semi-tubular steel rivet is pushed into a pre-punched hole in the aluminum part. To eliminate additional tooling costs, this rivet was designed to be installed during the trimming operation during the initial fabrication of the part. The shanks on the rivet flare out under the aluminum part clamping the edge of the hole and creating an interlocking connection between the part and rivet.
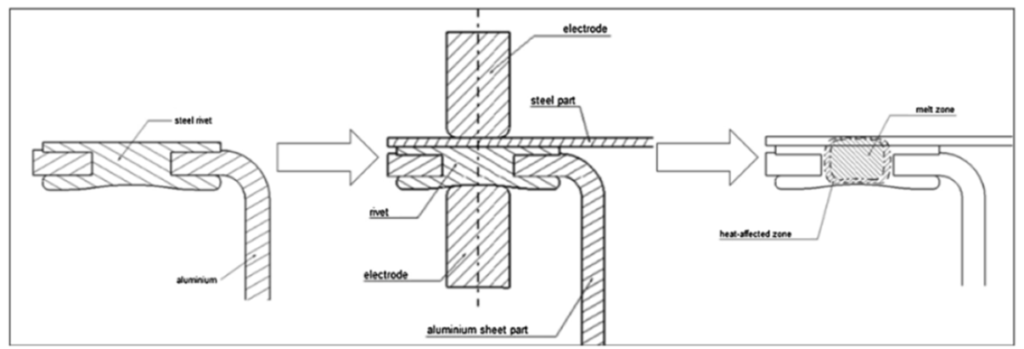
The rivets are manufactured from high-strength steel and are surface-coated for corrosion protection. To avoid galvanic corrosion between the steel rivet and the aluminum part, the coating on the rivet is very important. The only concern that automakers might have is if they are close to exceeding the tonnage of the press and adding these rivets would lead to problems in the stamping operation. After the steel rivet has successfully been installed in the aluminum part, the steel rivets are welded directly to the steel part using existing RSW techniques. The weld is therefore generated between the rivet head and the steel part.
Resistance Rivet Spot Welding Limitation
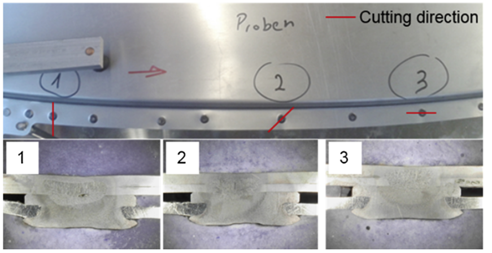
Two limitations of this technology are that the rivet can only be pressed into the aluminum part when the rivet is nearly perpendicular to the aluminum sheet. If the curvature of the aluminum part sheet metal exceeds 3 degrees, the RRSW joint micro-sections could become asymmetric, thus reducing the weld quality. For parts with larger curvatures, the rivets must be set using robot-guided C-shaped tongs which will lead to additional costs.
Secondly, to achieve the best possible RRSW weld quality, the exact positioning of the electrode should be established using optical sensors and corresponding digital image calculations. The long-term mechanical properties and corrosion resistance of RRSW will require further verification, however, early results are very promising. With the right dimensional control of the rivet and welding parameters, very good welding results are possible with minimal tear-up to existing BIW assembly lines.
Since the same welding parameters and existing welding equipment can be used both for RSW and RRSW, OEMs do not have a huge tooling expenditure to replace or install new equipment to implement RRSW in their vehicles. This also enables automakers to use the same assembly line to produce both mono-material BIWs and multi-material BIWs, thus reducing the risk for OEMs.
Element Arc Spot Welding
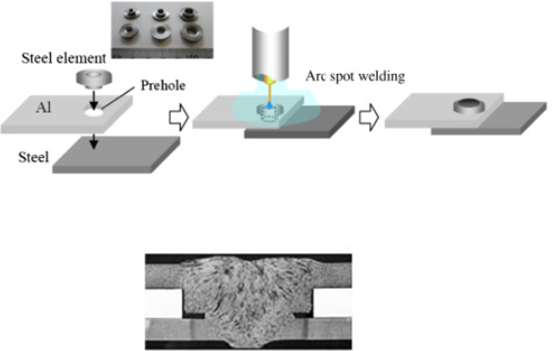
Similar to RRSW, EASW also uses a steel rivet as a medium to join aluminum with steel. However, in EASW the steel rivet is hollow. First, a hole is pre-drilled or pre-punched into the aluminum. In the automotive application, pre-punched is preferred. Afterward, a flanged steel rivet with a hollow center is inserted into the hole in the aluminum part.
Ideally, the rivet does not take much force to insert into the aluminum, so a transitional or clearance fit is best. Finally, the steel material is then arc welded to the aluminum piece as the filler material is accumulated inside the hollow steel rivet. Since the arc and the aluminum sheet are insulated by the steel element, the excessive heat generated by arc welding does not melt the aluminum sheet.
The joining between the steel element and the top aluminum sheet is comparable to a mechanical joint [6]. One of the biggest advantages of the ESAW technique is the fact that the process requires access to only one side of the metal stack-up.
As a result, this weld can be implemented with both open and closed cross-sections. This is an enormous benefit since this would eliminate the need for weld access holes on the BIW. However, this technique has a higher tooling cost compared to RRSW.
Conclusion
In conclusion, automotive spot welding is a pivotal technique in the manufacturing process, offering speed, strength, and aesthetic appeal. Its efficiency and effectiveness make it indispensable in the production of vehicles, ensuring robust and reliable joints. As the automotive industry continues to evolve, spot welding remains a cornerstone of innovation and quality, driving forward advancements in vehicle safety and design. Whether for its quick application or its ability to enhance structural integrity, spot welding will continue to play a critical role in the future of automotive manufacturing.