Spot Welding Best Practices
Spot welding is one of the most widely used joining methods in sheet metal fabrication, prized for its speed, strength, and suitability for high-volume production. Achieving reliable, high-quality welds, however, depends on a disciplined approach to preparation, equipment care, and process control. Clean material surfaces, properly maintained electrodes, and correctly selected welding parameters such as pressure, current, and weld time are essential for producing consistent results.

Just as important is maintaining a strong focus on safety by using appropriate PPE and keeping flammable materials away from the work area. By removing contaminants, dressing electrode tips regularly, choosing settings that match material thickness, and conducting destructive tests when needed (such as when adhesives are present), engineers and technicians can ensure robust weld performance. This article outlines the key best practices that support safe, efficient, and repeatable spot welding. However, these best practices should be treated as general guidelines, as the actual best practices will vary based on each manufacturer’s capabilities.
Spot Welding Preferred Materials
When spot welding one material to another, the preferred welding materials are those that have compatible standard chemical compositions. Of the common materials, these are the possible combinations:
- Low carbon steel to Low carbon steel
- Stainless steel to Stainless steel
- Low carbon steel to Stainless steel
- Aluminum to Aluminum (that has been chemically cleaned)
Plated and pre-plated steels—except those with chromium plating—can generally be spot-welded, and while the weld strength is typically unaffected, the plating may reduce electrode life. Spot-welded assemblies can also be plated after welding without compromising joint integrity. For aluminum components, anodizing should always be performed after the spot-welding process to ensure proper surface finish and coating quality.
Spot Weld Patterns for Sheet Metal
Material Thickness Combinations:
➤ Less than 70% thickness difference will conceal weld marks for aesthetic purposes (the aesthetic part is thicker).
➤ The ratio of two unequal sheet thicknesses should not exceed 5 to 1.
➤ Preferred: All attachments to the main part should be the same thickness material.
There are a number of spot arrangements that can be used for sheet-metal parts. Usually, the simplest pattern that will maintain joint integrity is preferred.
For severe operating conditions (high vibratory or fatigue loading), a double row or staggered double row may be selected.
Other variations of spot weld arrangements are possible. They are usually dependent on part geometry, system stresses, and layers of metal to be joined.
The type of supplier welding equipment may be a factor in choosing a spot-weld pattern.
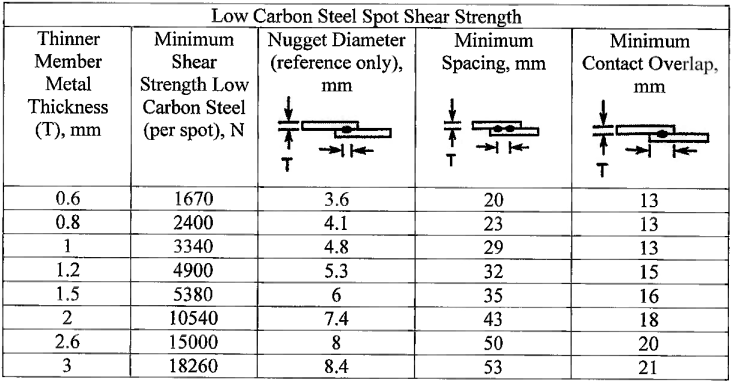
Spot Weld Shear Strength in Low Carbon Steel
For multi-row welds, the recommended spacing between individual weld points is ~ five times the weld nugget diameter. This spacing helps ensure proper heat distribution and prevents overlapping heat-affected zones that could weaken the joint. Maintaining this distance also promotes consistent weld quality and structural integrity across the entire connection. However, the actual spacing required can vary significantly depending on the material composition and the size of the weld nugget, so adjustments may be necessary to achieve optimal weld quality and structural performance.
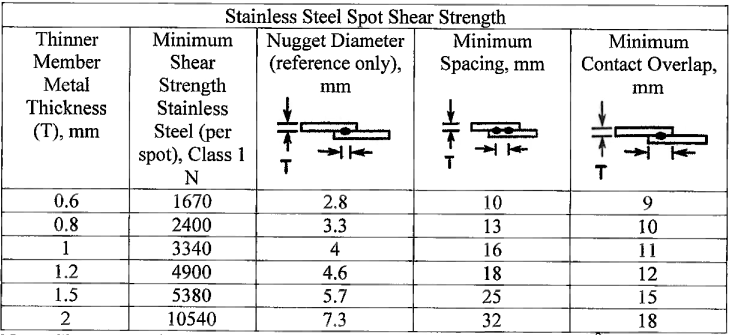
Spot Weld Shear Strength in Stainless Steel
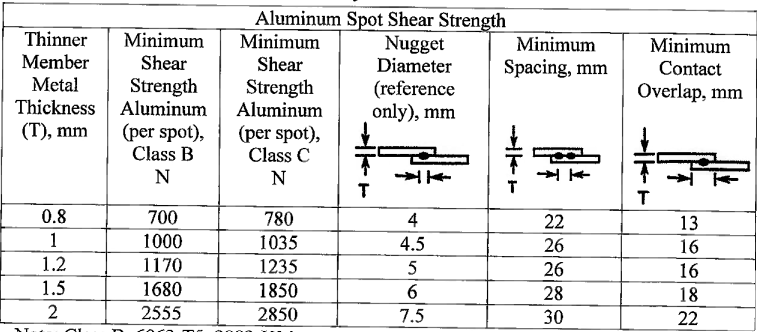
Spot Weld Shear Strength in Aluminum Alloys
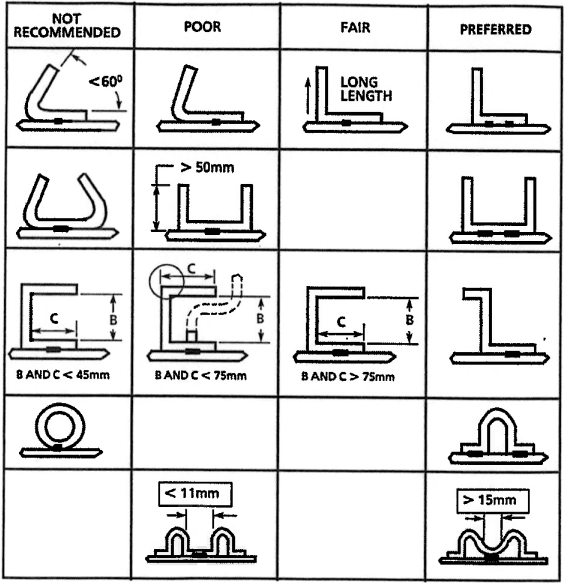
Preferred Spot Welding Design Application
The surrounding metal structure should be designed to provide sufficient clearance for the weld gun/electrode, including space for machine components such as throat depths between 250 and 750 mm, as well as operator movement and safety devices like light curtains. Below is a table outlining best practices for preferred metal design.
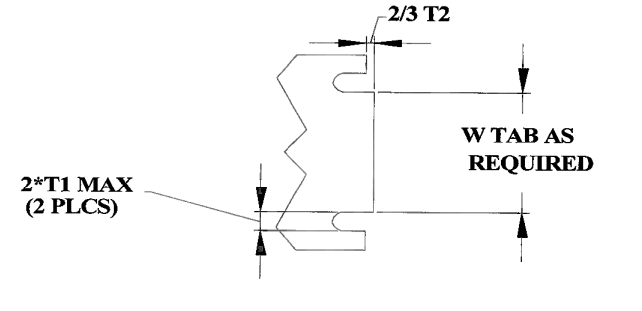
Slot and Tab Welding Guidelines
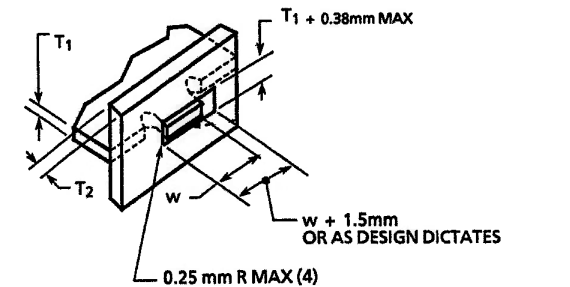
- Grinding for flush surfaces can weaken the joint strength and also increase the cost. Therefore, unless there is a clearance or aesthetic demand, grinding is not recommended.
- Slot width can be tighter if positioning is critical.
- Preferred tab projection dimension is 2/3 of the mating stock (T2) thickness.
- Typical “W” dimensions, mm:
➤ 4
➤ 12
➤ 15
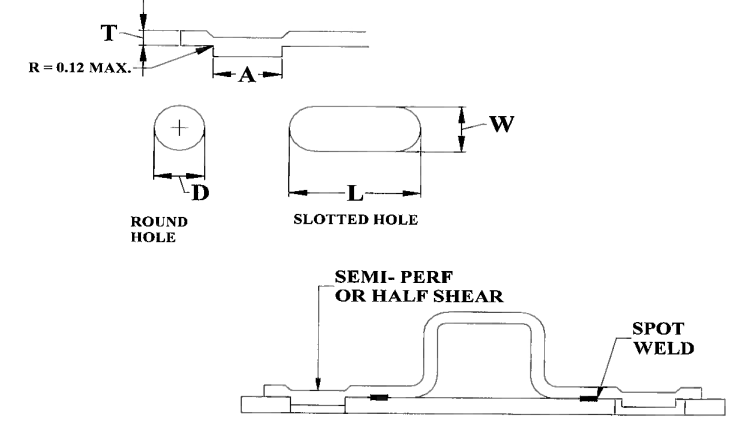
Semi-Perforations (Half-Shears) Guidelines
Semi-perforations are used in sheet metal primarily for two purposes:
- To align sheet metal components so that a fastening process, such as spot welding, can be performed accurately.
- To aid assembly by providing features that help position parts during manufacturing.
The preferred approach when using semi-perforations is the “Hole and Slot” method, where a semi-perf aligns with a mating slot. Although a semi-perf can align with a simple hole, this is not recommended because the tighter tolerances required to match both features increase cost.
Engineering drawings should clearly identify locations where semi-perforations are acceptable.
When semi-perfs are allowed, the recommended drawing note is:
“SEMI-PERFS OR HOLES PERMISSIBLE APPROXIMATELY AS SHOWN.”
Recommended Dimensions for Semi-Perfs and Mating Holes
| Material Thickness (T, mm) | Semi-Perf Diameter A (mm) | Mating Hole Diameter D (mm) | Mating Slot Dimensions W × L (mm) |
|---|---|---|---|
| Over | Thru | +0.1 / –0.1 | +0.1 / –0.0 |
| 0.8 | 1.2 | 3 | 3.1 |
| 1.2 | 2 | 4 | 4.1 |
| 2 | 3 | 5 | 5.1 |
Conclusion
Spot welding is a highly efficient and reliable joining method, but achieving consistent, high-quality welds requires attention to preparation, process control, and equipment condition. By ensuring clean materials, selecting the proper parameters, and maintaining well-conditioned electrodes, manufacturers can significantly improve weld strength, appearance, and repeatability. Regular inspection, testing, and adherence to safety protocols help prevent defects and protect operators. When these best practices are applied consistently, spot welding becomes a robust, cost-effective technique that supports durable and precise fabrication across a wide range of applications.