What is meant by powder metallurgy?
What is the process of powder metallurgy?
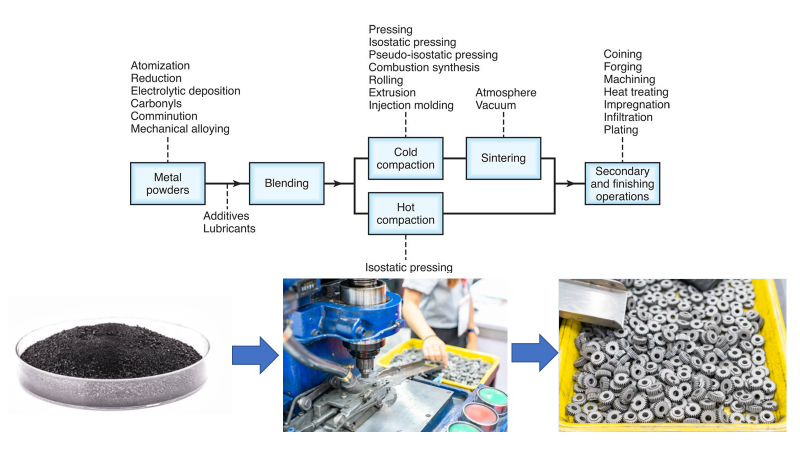
The powder metallurgy is a manufacturing process which can form ferrous and non-ferrous parts from metallic and/or ceramic powder into their intended shape. Powder metallurgy (P/M) process comprises three steps: producing/blending the powders, compacting the mixed powders in a die, and merging and joining the powder into a single, solid metal piece though sintering. The goal of sintering in P/M is to bond the particles without melting the metal powder. To do this sintering takes place in a furnace under controlled-atmosphere in order to bond the particles metallurgically.
What are the steps of powder metallurgy production?
1. Powder manufacturing – The initial step in the powder metallurgy process is turning the metal into
powder. There are four key processes that can create metal powder: solid-state reduction, atomization,
electrolysis, and chemical. Out of all the processes, atomization is the most popular to produce vast
sums of metal powders. There are also various types of atomization techniques that manufacturers can
use to produce powders such as gas atomization, water atomization, centrifugal atomization, and
atomization with a rotating consumable electrode.
2. Blending/Mixing – Blending is the second step in the powder metallurgy process. The base metal powder is
mixed with supplementary material, such as powdered lubricant in a blender or mixer. These
materials are blended into a homogenous mix using either a large rotating drum/double cone or a
screw/blade mixer. It is important to blend the powder for a couple of reasons: to ensure that the metal
and additives are in a homogeneous form and to incorporate a pressing lubricant.
3. Compacting – During compaction, the now homogenous metal powder is pressed between opposing
punches to get the required shape, and density. Besides shaping the powder into its desired shape, this step
is important because it ensures particle-to-particle contact or cold-welded, to impart sufficient “green”
strength for further handling of the part. The compaction forces that the powder is subject to depend
on the metal you are dealing with in addition to the specific properties you are trying to achieve.
4. Sintering – Sintering is a heat treatment process used to produce a solid PM part out of the “green
compact” part. By heating the part in a furnace at temperatures below the melting point of the powder

How is a metal powder produced by atomization?
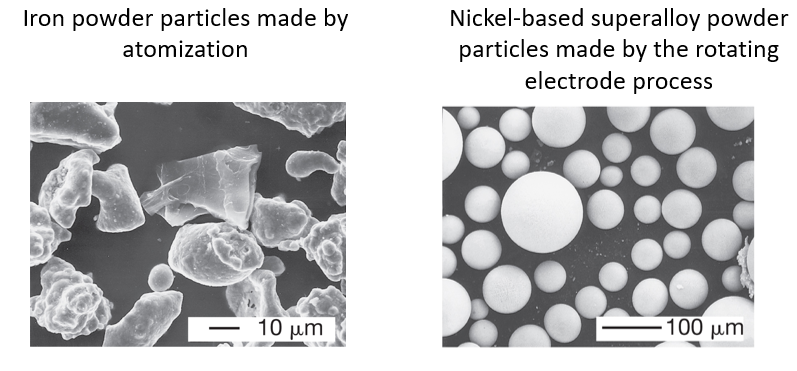
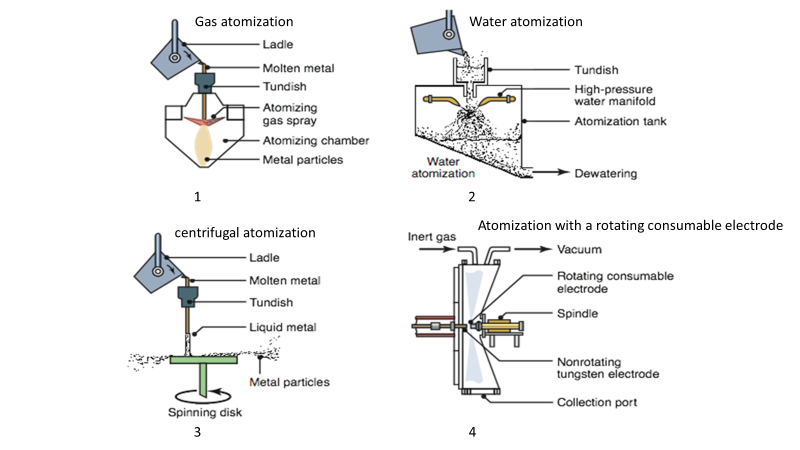
Atomization is the process of creating a powder from molten metal using a high-energy jet of gas or liquid. The molten metal is divided into tiny droplets and quickly cooled before the droplets meet another droplet or a solid object. The four most popular methods of metal-powder production by atomization:
- gas atomization-In gas atomization, inert gases like nitrogen, helium, or argon are used for breaking up the stream of molten metal.
- water atomization
- centrifugal atomization with a spinning disk or cup
- atomization with a rotating consumable electrode
How are ceramic powders produced?
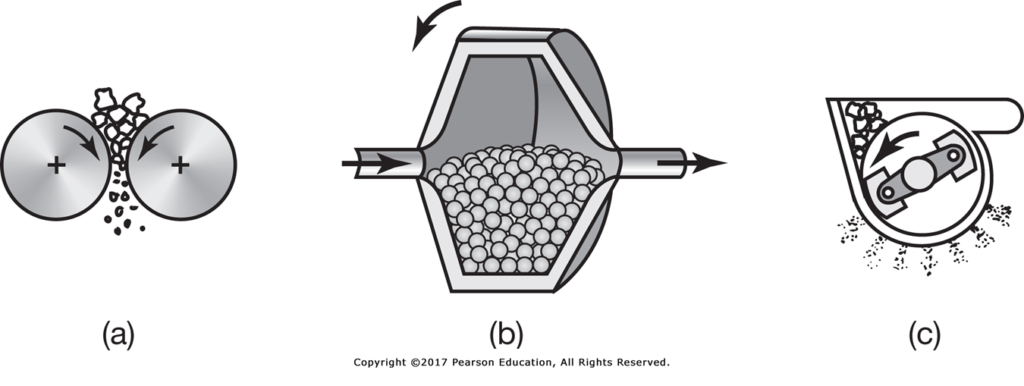
Ceramic powders are made by crushing or grinding the particles into irregular shapes. Particle shape is important because irregular particles enable a stronger bond during the ‘green’ compact process. The three most common methods of crushing ceramics are: (a) roll crushing, (b) ball milling, and (c) hammer milling.
What are the particle shapes in powder metallurgy?
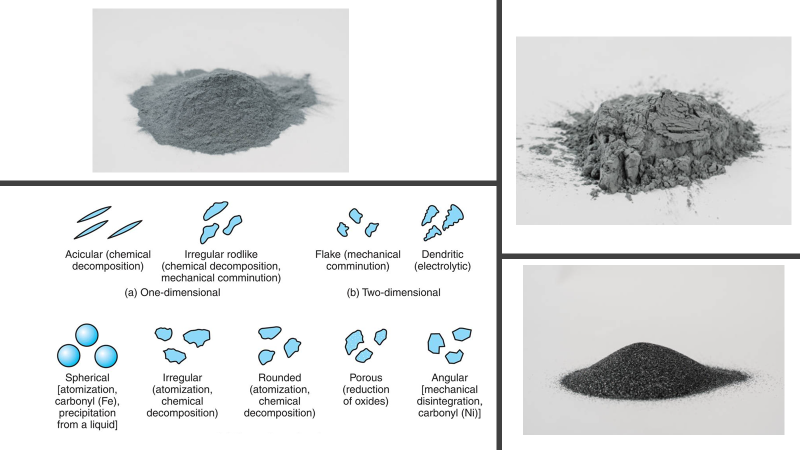
Atomized metal powder particles come in three basic particle shapes:
- One – Dimensional
- Acicular
- irregular rod like
- Two – Dimensional
- Flake
- Dendritic
- Three – Dimensional
- Spherical
- Irregular
- Rounded
- Porous
- Angular
What are the advantages of powder metallurgy?
Some of the advantages of using powder metallurgy advantages area:
- Suitable for making parts of high melting point materials
- Production of parts with controlled porosity (porous bearings)
- Capability of making bimetallic products that are otherwise difficult to produce using the alloying method
- Good dimensional control and surface finish
- Limited machining requirement
- Suitable for moderate to high-volume production

What are some disadvantages of powder metallurgy?
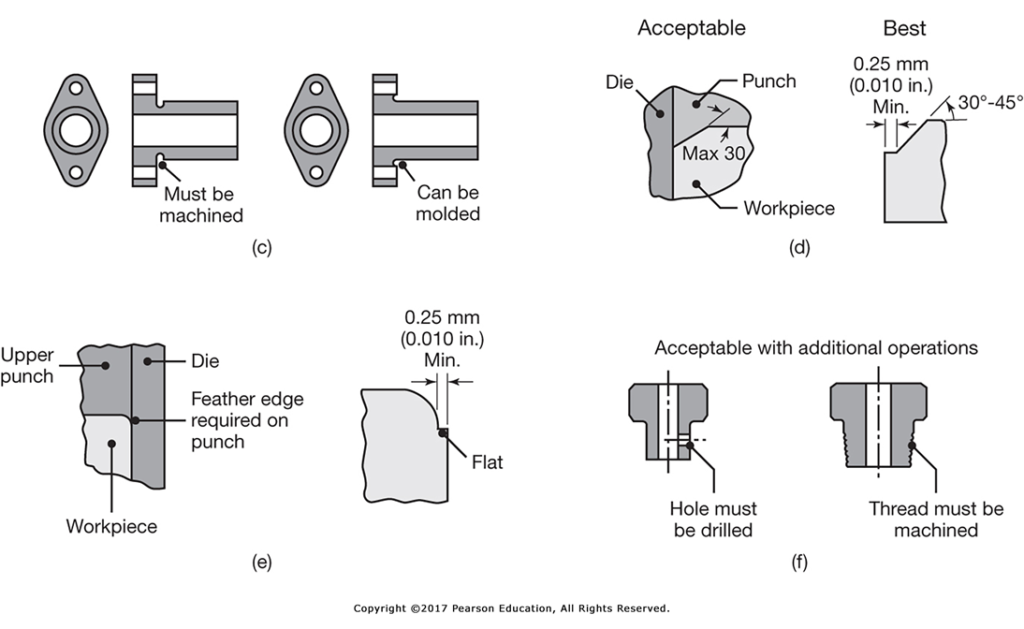
Some disadvantages associated with powder metallurgy are that it is challenging to produce parts of
varying thickness. You are also limited by the features you can make such as sharp corners, threads, and
holes perpendicular to the compression forces. Another limitation of PM is the size of the part you ca
produce is based on the press you are operating. If you are not careful during the compaction process
and pressure is not evenly distributed in a powder metallurgy part, your part will have a varying density
and porosity level. An increase in porosity will decrease the mechanical properties of your part since the
porosities will act as stress concentration, causing premature failure. There are several factors that make
powder metallurgy an expensive manufacturing process. For starting the cost of metal powder, is
more expensive than raw material. The high setup time usually increases labor costs. Finally, the
equipment needed to make these parts are also very expensive.
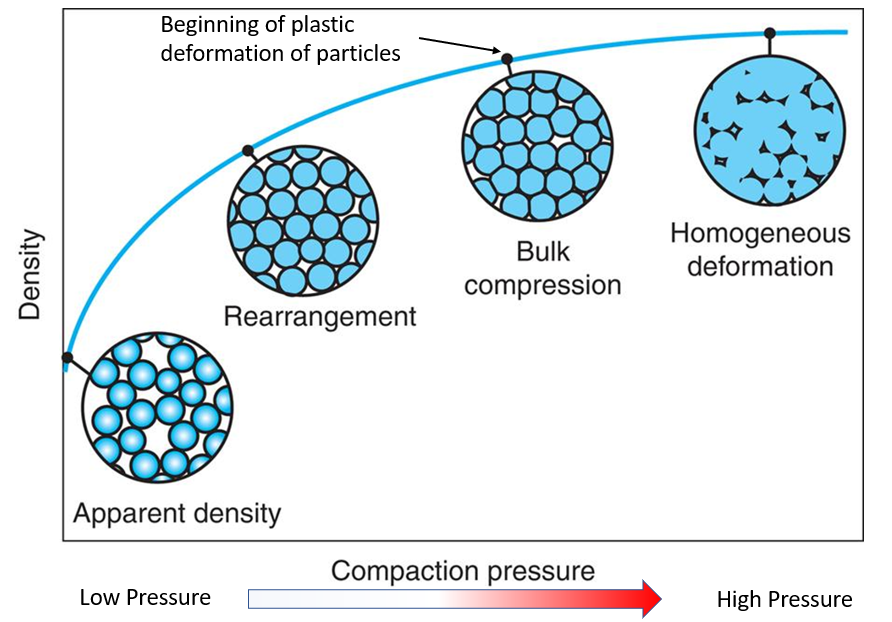
What is compaction in powder metallurgy?
Powder compaction involves putting metal powder in a die and pressing it together with high force. At low pressures, the powder rearranges without deforming, leading to a high rate of density increase. When the powder particles are closely packed, they experience plastic deformation at the interfaces, causing further increases in density, but at a slower pace. At very high densities, the powder behaves like a bulk solid.
Compaction and Microstructure
What is meant by green compact?
The green compact is when a PM part has already been pressed or compacted into its needed size and
shape, but it has not yet been sintered. Before, the powder metallurgy part is still very fragile because of
the high porosity and the particles of metal have not been fully bonded together.
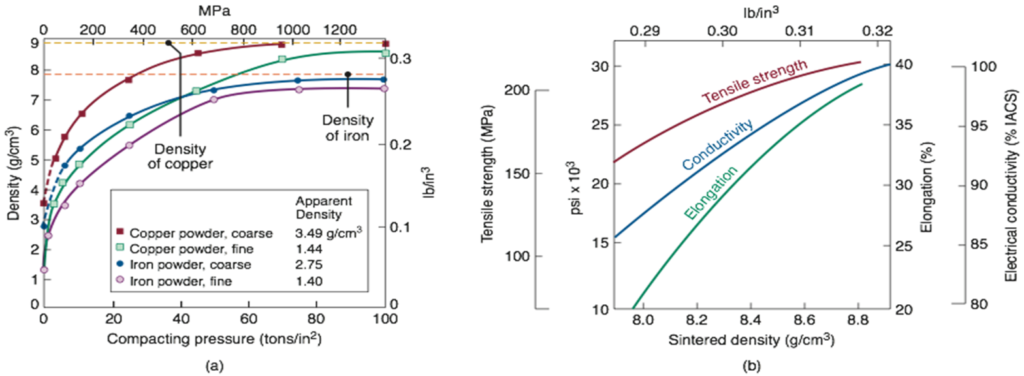
Does green density increase when compaction pressure increases? And how does it effect the part properties?
Density greatly influences the physical and mechanical properties of PM parts as can be observed in the graphs below. As the compaction pressure increases of the part, the green density increases quickly but so do the mechanical properties such as tensile strength, conductivity and elongation. This direct relationship between the compacting pressure to density is observed with all types of powders, but there are slight discrepancies in the curves and and the improvement to the mechanical properties. The initial rate of densification is relatively high so at first there is huge changes in the slope of the curve however with increasing pressure, the slope of curves declines.
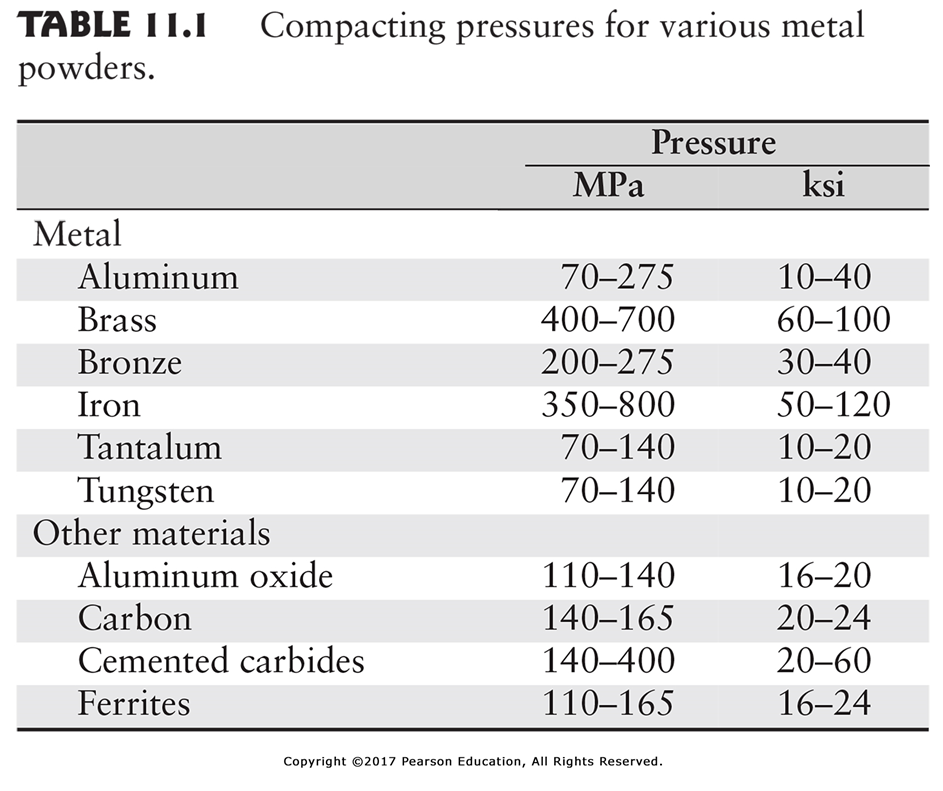
What is the compacting pressure of powder metallurgy?
During the PM process compacting pressures can range from 10ksi (70MPa) for aluminum powered to 120ksi (800 MPa) for iron powders. For most non-metals the pressures can range from 16 ksi (110 MPa) to 60 ksi (400 MPa). The density of isostatic compacted parts is 5% to 10% higher than with other powder metallurgy processes.
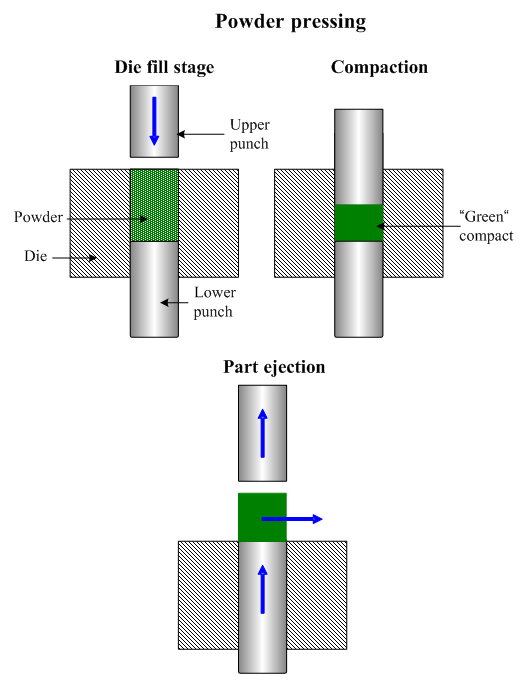
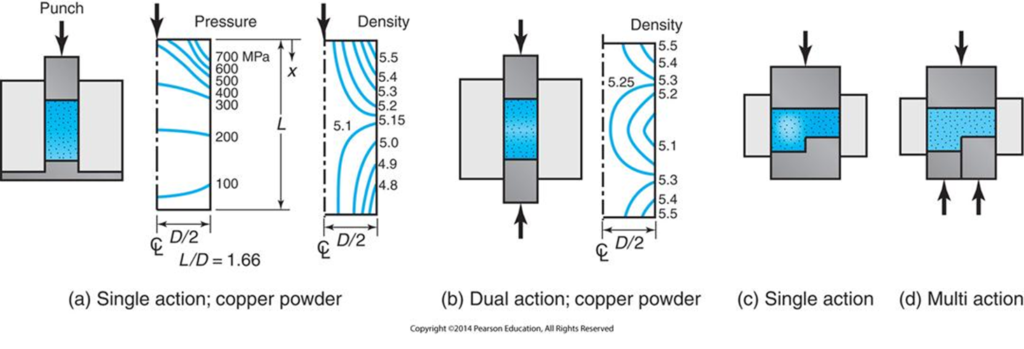
What is the compaction mechanism in powder metallurgy?
Compacting metal powder in a die is done through the use of high pressures and is known as powder compaction. Generally, the tools are placed in a vertical position, with the punch tool at the bottom of the space. The powder is then formed into a shape and released from the die hole. Depending on how the pressure is applied the PM part the density of the part can vary within the part. Generally the density will always be greatest at the edges of the part and be lowest in the center.
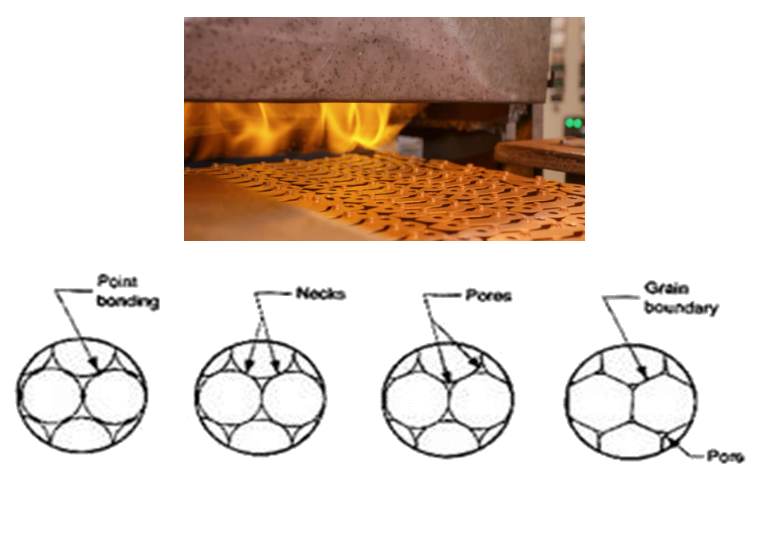
What is a sintering process?
Sintering is the process is a heat treatment used to produce a solid P/M part out of the “green compact”. Through heat and pressure, sintering converts individual particles into a strong and solid part without completely melting the metal particles. The three parameters which can be controlled during the sintering process are:
- Atmosphere
- Temperature
- Time
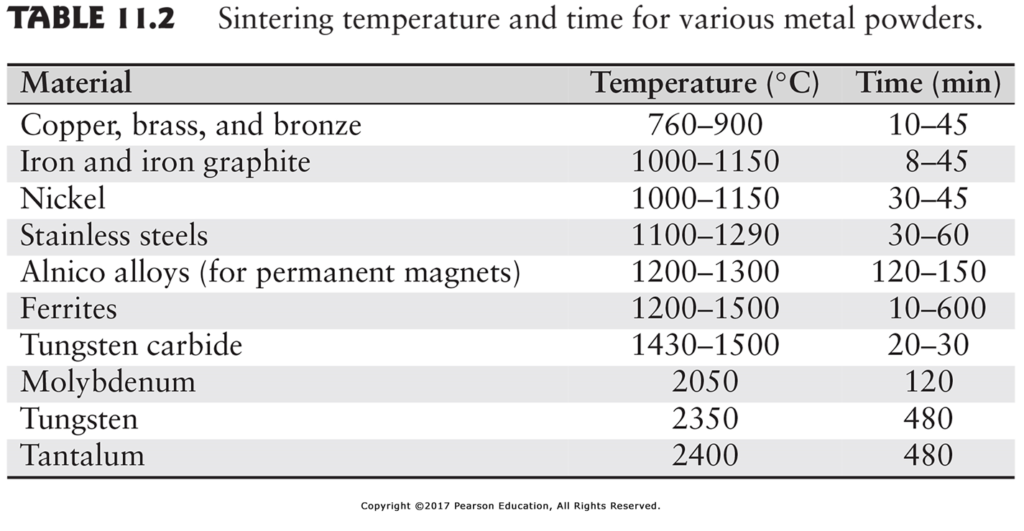
What is the sintering temperature of metal powder?
Depending on the material the temperature during the sintering process can range anywhere from 760 Celsius (1400 Fahrenheit) to 2400 Celsius (4352 Fahrenheit) depending on the metal.
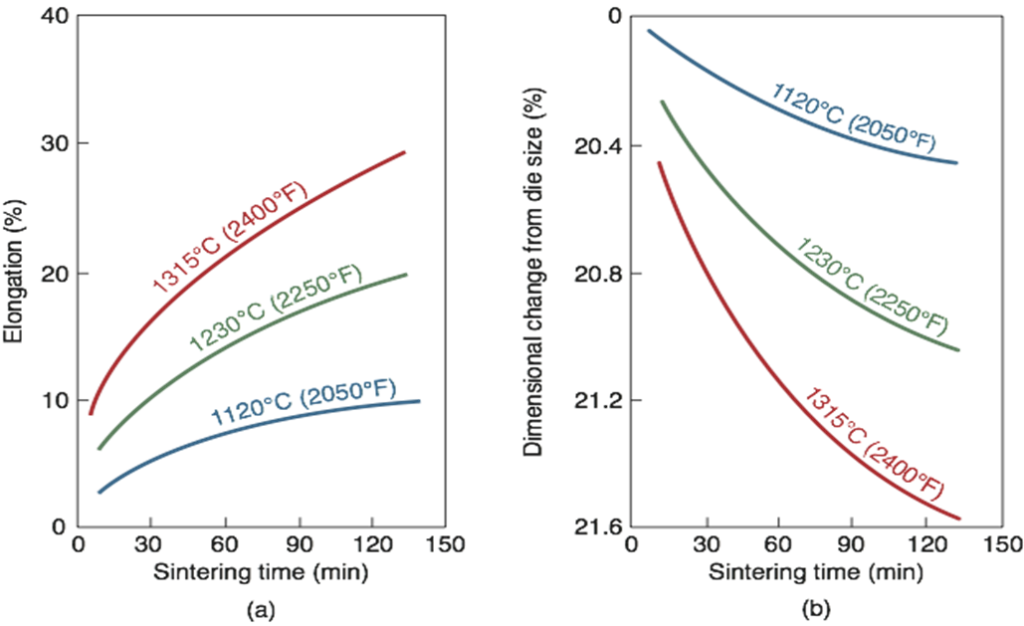
What is the effect of sintering temperature on powder metallurgy?
As the sintering temperature is increased, the part density is increased but you also change the elongation and dimensional change of the part. However a to see the most noticeable difference the parts should be sintered for at least 60mins. As the time is decreased the effects of the temperature increase is diminished. The graphs below show the effect of sintering temperature and time on (a) elongation and (b) dimensional change during sintering of type 316L stainless steel.
Alternative Pressing and Sintering Techniques
- Isostatic Pressing: cold and hot
- Powder Rolling, Extrusion, and Forging
- Powder Injection Molding
- Combined Pressing and Sintering
- Liquid Phase Sintering
What is cold isostatic pressing?
CIP, Cold Isostatic Pressing, is a material processing methods. Since the CIP Process uses omnidirectional pressure, applied at room temperature, parts produced with this process helps are able to have a more uniform density distribution
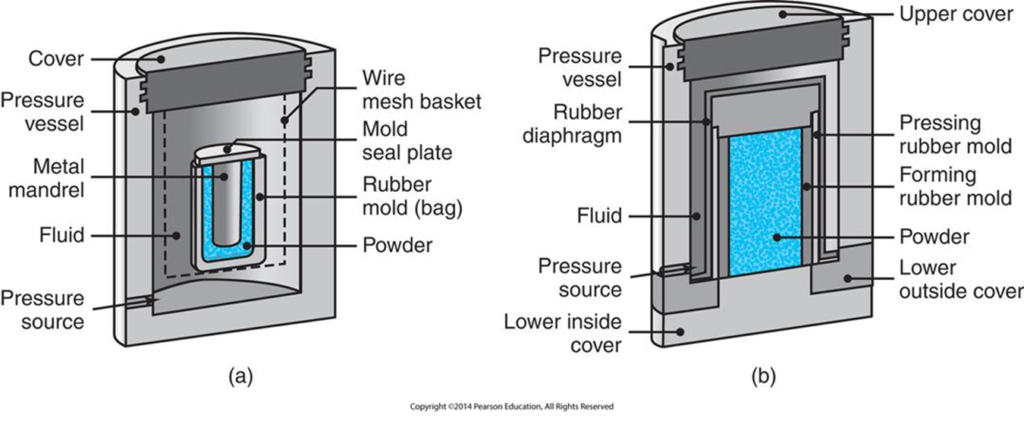
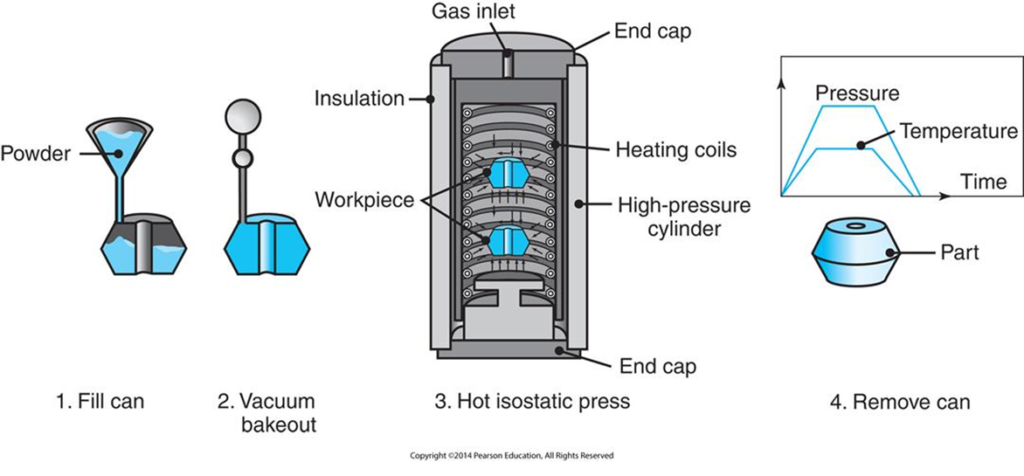
What is hot isostatic pressing in powder compaction?
Hot Isostatic Pressing (HIP), is a material processing methods, which compresses and sintering in one step. The HIP process result in parts with high density (near zero porosity), good strength, and thorough inter-particle bonding. However is it relatively expensive process which can be cost prohibitive.
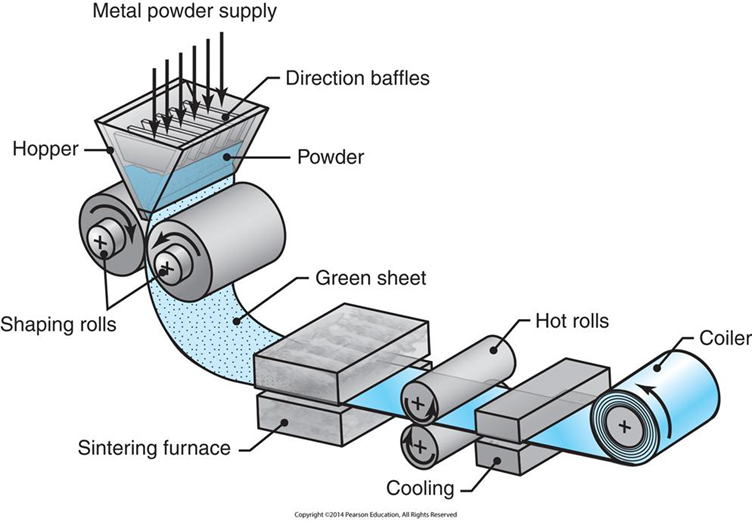
Powder Rolling, Extrusion, and Forging
- Rolling mill used to produce green strip that is sintered then cold rolled and re-sintered.
- In extrusion, powders are placed in a vacuum-tight sheet metal container, heated, and extruded with the container. Results in high density.
- In forging, the P/M part is performed to the proper size by pressing and sintering, then forged to the final shape/size.
What is powder injection molding?
Powder injection molding (PIM) is a PM manufacturing technique that combines the plastic injection molding technique with wide range of metals and ceramics typically used during the powder metallurgy process. PIM particularly suited for producing small, extremely complex-shaped metallic parts in large volumes. The PIM process involves six steps:
- Mixing powders with binders
- Forming granular pellets from mixture
- Heating pellets to molding temperatures and injecting into mold cavity, then cooled
- Treating part (thermally and with solvents) to remove the binder
- Sintering
- Performing post-secondary machining operations as needed