What are the three methods of joining?
How are car parts joined?
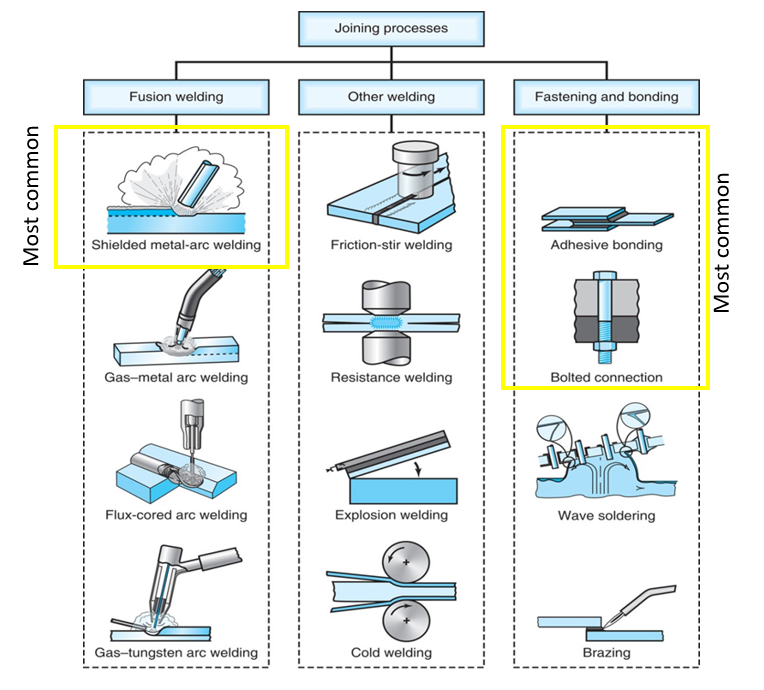
In the automotive industry, there are a few common ways of joining different parts together. The three most common methods which are practiced by automotive manufacturers are fusion welding, adhesive bonding, and mechanical fasteners. While assembling the Body-In-While (BIW), the most common joining process used would be fusion welding such as shielded metal-arc welding/ MIG welding, or resistance welding such as spot welding.
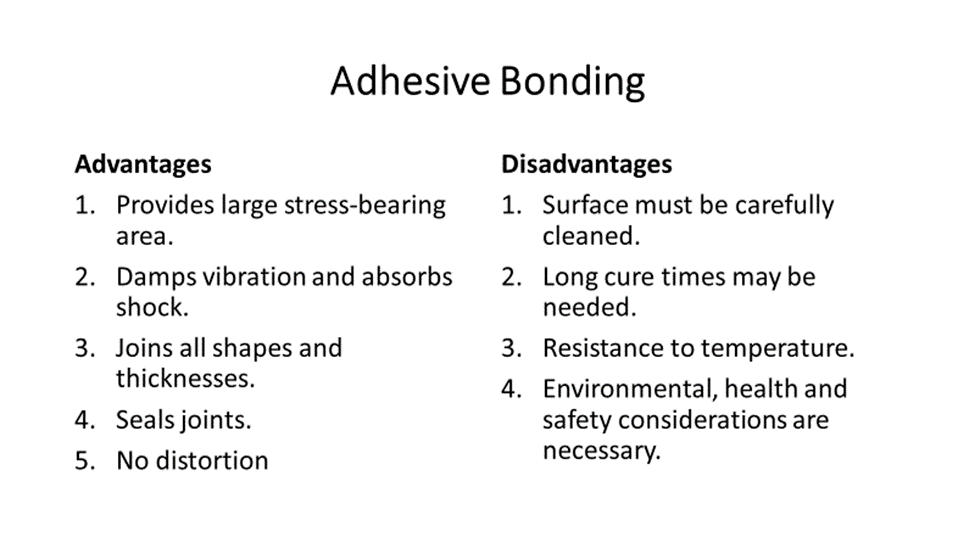
Why adhesives are used in the automotive industry?
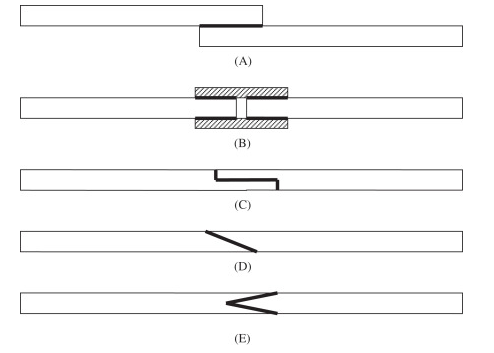
When encountering a weld stack-up issue, a good alternative method of joining materials together is with adhesives and sealants. Adhesive bonding offers improved joint stiffness compared with spot welding and mechanical joining since it produces continuous joining instead of localized, discrete joining. Below are common adhesive joint configurations (A) Single lap joint, (B) double strap joint, (C) stepped lap joint, (D) scarf joint, and (E) double scarf joint:
Sealants are similar to adhesives but they do not provide additional strength to the joint, their main purpose is to prevent water from entering a vehicle. When using adhesives to join two parts together, the most important step to ensure proper bonding is surface preparation. Pretreating a surface before applying an adhesive will help ensure that the adhered surface is cleaned and thus helps wetting and chemical fusion between the two mating parts. Without proper surface preparation, even the best adhesive will not produce a durable, high-strength joint. An example of an automotive adhesive is the urethane structural adhesive which is used to bond the windshield to the BIW.
What is the hemming process?
Hemming and seaming are very similar sheet metal forming processes in which sheet metal is mechanically joined by bending it. Adhesive can also be used during the hemming and seaming operation. In the automotive industry, hemming is more common than seeming. An area of the vehicle where a closed hem can be observed is the front hood of a vehicle. The front of the hood inner is home to the hood latch system which must keep the hood secured to the vehicle, while the vehicle is in motion. The back end of the hood inner is also designed to endure the loads associated with the hood hinge system.
A hood is usually designed with an outer class A panel and a hood inner. The hood inner is the structural member of the hood assembly, while, the hood outer is the front closure class A surface or exterior skin of the hood. You would not want to weld these two parts together since that would ruin the class A finish which is why they are attached via a hemming operation. Automakers will sometimes put adhesive around the hemmed flange to ensure the hem will not become undone.

What is the importance of automotive fasteners?
The only time automakers prefer mechanical fasteners (clips/bolts/ screws) over a more permanent joining method (welding/adhesives) is when the component needs to be serviced. Another reason why automakers might have to use mechanical fasteners is due to weld gun/robot clearance being insufficient to reliably join parts together using welding or adhesive. Mechanical joints usually require assembly workers to manually install each fastener thus making them too slow for assembling body components compared with the available welding processes. Since this is a more manual process it leads to higher overall costs. For the most part, automakers prefer to avoid mechanical fasteners since they tend to cost the most out of all the joining methods.
Where are mechanical fasteners used?
Common fastener applications in the automotive industry are in assembling many chassis and suspension components. In recent years, several mechanical joining methods that do not require predrilling are finding greater use in assembling sheet metals for body applications, especially with aluminum-to-aluminum and aluminum-to-steel joints. Below is a breakdown of the benefits of using adhesive-bonded joints versus mechanically fastened joints.
| Adhesive-bonded joints | Mechanically fastened joints using bolts and nuts |
| Distribute the load over a larger area | Permit quick and repeated disassembly for repairs or replacements without destroying the substrates |
| Do not require predrilled holes | Greater resistance to out-of-plane loading |
| Higher fatigue resistance due to lower stress concentration | Require predrilled holes that cause stress concentration, interrupt fiber continuity, and introduce local damages (such as delamination), which may reduce the strength of the composite |
| Are susceptible to failure due to out-of-plane loading | Add weight to the structure |
| Add very little weight to the structure | Are easy to inspect |
| Increase the stiffness of the structure | No special surface preparation needed |
| Are difficult to disassemble without either damaging or destroying the substrates | May create a potential galvanic corrosion problem, for example, in an aluminum fastener if it is used for joining carbon fiber-reinforced epoxy composite |
| Are difficult to inspect for joint quality (e.g., unbonded or disbonded sections and voids) | |
| May require surface preparation, including grit blasting and priming, to improve bonding | |
May be affected by service temperature, humidity, and other environmental conditions |
References:
- P.K. Mallick, Chapter 8 – Joining for lightweight vehicles, Editor(s): P.K. Mallick, In Woodhead Publishing in Materials, Materials, Design and Manufacturing for Lightweight Vehicles (Second Edition), Woodhead Publishing, 2021, Pages 321-371, ISBN 9780128187128, https://doi.org/10.1016/B978-0-12-818712-8.00008-2.(https://www.sciencedirect.com/science/article/pii/B9780128187128000082)
- Yogesh Dewang, Vipin Sharma, A study on sheet metal hemming process, Materials Today: Proceedings, Volume 27, Part 3, 2020, Pages 2091-2095, ISSN 2214-7853, https://doi.org/10.1016/j.matpr.2019.09.074 (https://www.sciencedirect.com/science/article/pii/S2214785319333176)